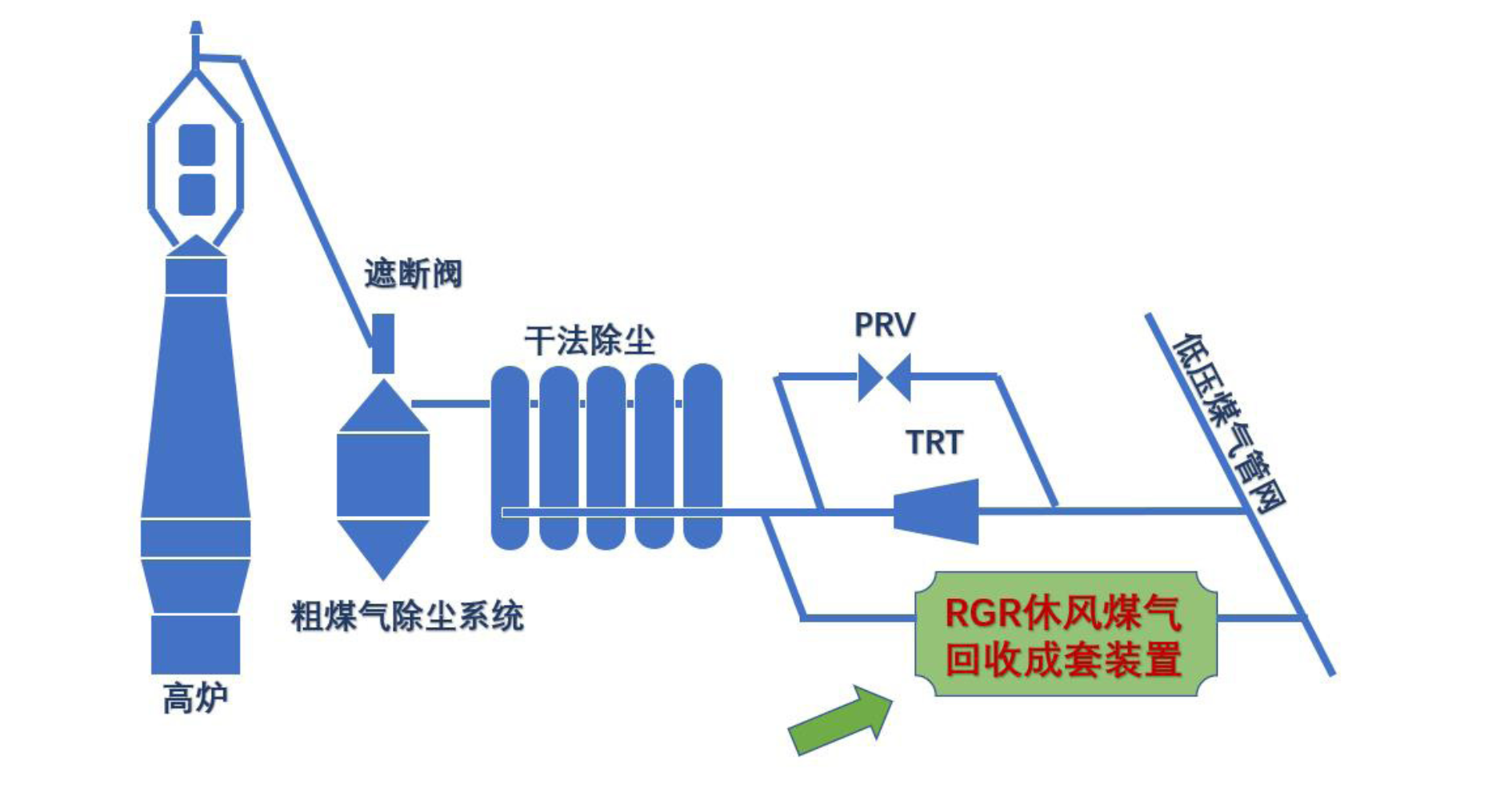
高炉休风放散煤气综合治理技术(RGR)
面向高炉休风工况,将原本放散的含尘/CO 煤气过程转化为 可回收、可治理、可管控 的工程系统, 重点满足 安全优先、管网稳定、与正常休风操作匹配。
产品概述
高炉休风是炼铁生产的常见操作状态,每年通常会发生多次休风。休风放散阀开启后,可能向大气排放烟尘与 CO, 容易成为环保与安全的共同高风险点。RGR 技术面向这一“刚性工况”,提供可落地的回收与综合治理方案。
本系统在介质选择、系统稳定与操作安全等维度进行工程化设计,使回收过程与既有休风操作节奏相匹配, 并通过缓冲与控制降低对煤气管网的压力冲击。


传统放散的典型问题
休风放散通常发生在厂区“制高点”,扩散条件强、关注度高。治理不仅要解决排放问题,更要把过程变成“可控过程”: 与休风操作匹配、对管网扰动可控、长期运行安全可靠。
- 环保压力大:烟尘与 CO 排放敏感,易引发关注与处罚风险
- 扩散强:制高点放散更容易扩散,影响范围更大
- 安全要求高:休风属于高风险工况,必须把安全与稳定放在首位
- 需要操作匹配:回收系统必须与正常休风节奏耦合,不能增加操作负担

高炉休风放散煤气治理的关键环节
休风放散属于高风险、强扰动工况。要把“放散”变成可回收、可治理、可管控的工程过程,系统设计需要同时满足以下三个关键环节, 它们是同一条工程链路上的控制点,缺一不可。
高压引射介质的合理选择
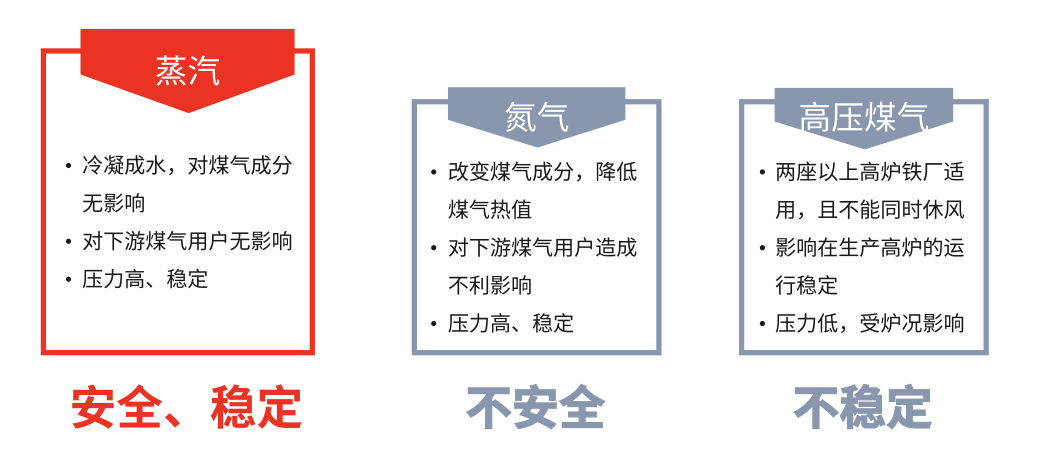
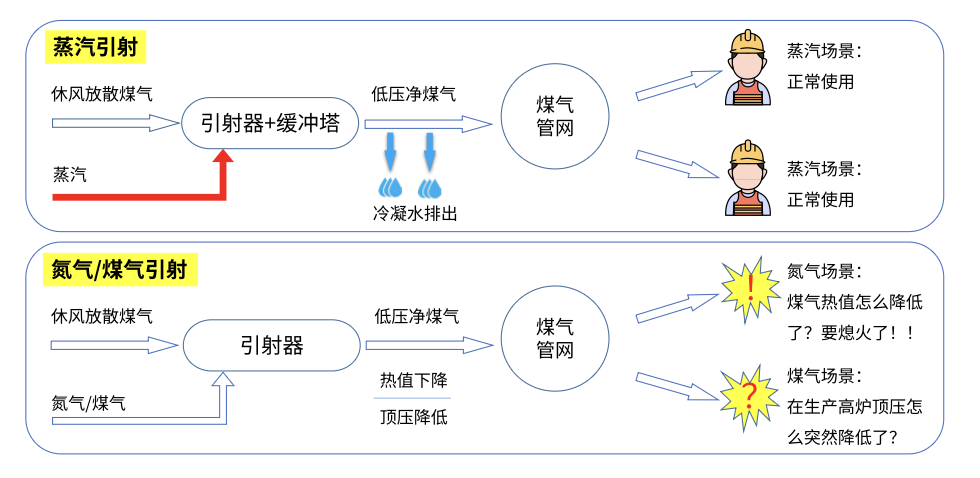
引射介质决定系统的安全性与稳定性,同时影响煤气品质与下游使用边界。工程上需优先满足“安全可控”,再考虑回收效率。
- 煤气品质边界:介质引入不得造成煤气成分/热值的不可控变化,避免影响下游使用工况。
- 稳定引射边界:介质压力与供给应稳定,降低回收过程的波动风险与耦合风险。
- 风险最小化:在休风高风险场景下,优先选择对系统扰动最小、可预测性最高的介质路径。
管网压力的稳定控制
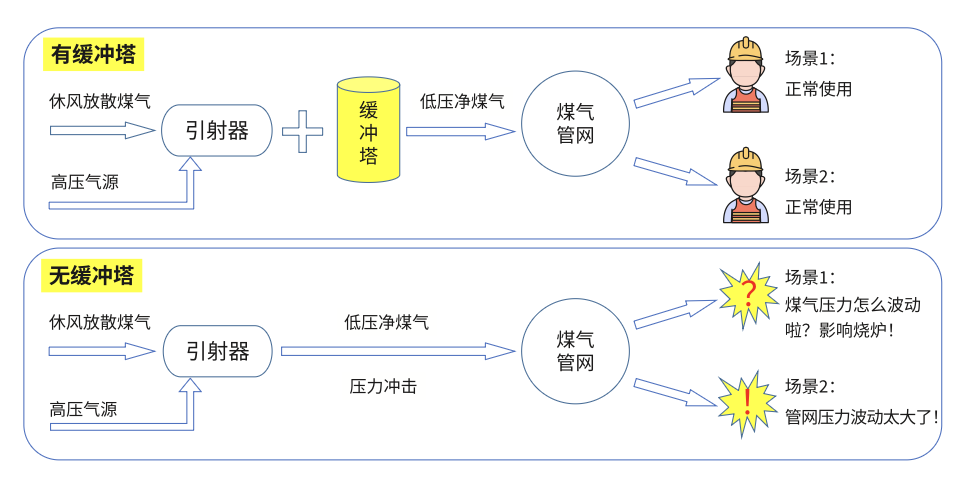
即便介质选择合理,若回收过程的压力波动不被有效控制,仍可能把扰动传递到煤气管网与下游用户。工程关键是把瞬时冲击转化为可控的缓冲过程。
- 削峰与缓释:通过缓冲结构消解瞬时压力冲击,避免“硬连接”式扰动直达管网。
- 稳定运行边界:使系统对管网表现为可预测的“软连接”,压力变化保持在可控范围内。
- 降低联锁与停机风险:减少波动传播引发的异常、联锁动作与运行不稳。
必须与高炉正常休风操作匹配
在满足介质安全与压力稳定的前提下,系统是否能与既有休风操作节奏一致,决定了其“能否长期被用”。 原则是:不增加操作负担、不改变习惯、不延长休风时长。
- 步骤 1:顶压降至规定压力,开启休风煤气回收系统,模拟休风放散场景
- 步骤 2:持续减风、减压
- 步骤 3:顶压降至安全压力后,关闭休风煤气回收系统
工程效果
从环保治理到过程可控,把“放散”变成可管理的工程环节。
与传统放散方式对比
以“安全、稳定、可管控、可资源化”为核心评价维度。
| 对比项 | RGR 综合治理(回收+治理) | 传统放散 |
|---|---|---|
| 环境影响 | 回收与综合治理,减少烟尘/CO 排放与扩散影响 | 直接排放,制高点扩散强,易引发关注 |
| 过程可控 | 按顶压阶段启停,过程可管控、可追溯 | 放散过程不可控,治理手段有限 |
| 管网影响 | 缓冲塔降低压力冲击;介质选择兼顾热值影响 | 无缓冲与稳定设计,风险点更集中 |
| 操作匹配 | 与正常休风操作节奏匹配,不额外增加操作负担 | 仅满足“放散”本身,对后续治理帮助有限 |
| 资源化 | 污染气体资源化回收,提高综合效益 | 资源损失,且易形成环境影响 |
典型应用业绩
技术已在多座高炉实现工程化应用,炉容覆盖 1000–5000m³ 等级,并获得行业案例目录认可。


